Wykorzystując nasze szerokie możliwości cięcia (plazmą, laserem, strumieniem wody pod wysokim ciśnieniem oraz piłami mechanicznymi) możemy zagwarantować naszym klientom produkty najwyższej jakości, gwarantując powtarzalność wąskich tolerancji i krótki czas dostawy.
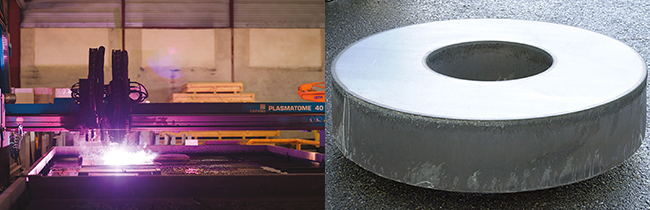
Najbardziej ekonomiczne rozwiązanie dla większości elementów ze stali nierdzewnych i stopów niklu.
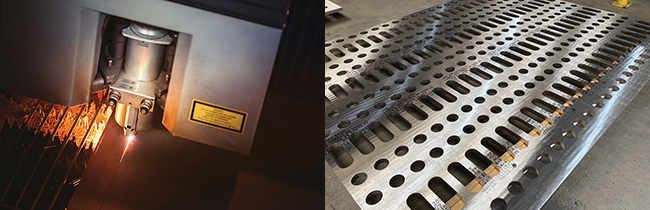
Wysoka precyzja lasera pozwala na uzyskanie wąskich tolerancji do grubości 50 mm. Idealny również do dużych serii sztuk.
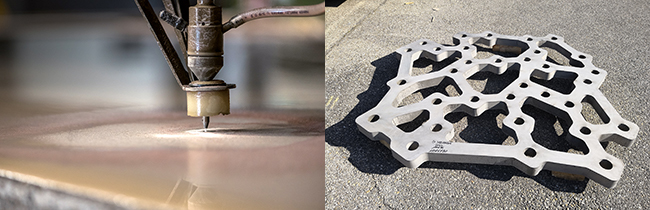
Cięcie strumieniem wody pod wysokim ciśnieniem zmniejsza lub całkowicie eliminuje dodatkową obróbkę mechaniczną. Brak ograniczeń kształtu lub grubości, cięcie na zimno bez strefy wpływu ciepła. Idealne do cięcia skomplikowanych kształtów ze stali nierdzewnych i stopów niklu.

Cięcie mechaniczne zapewnia dobrą prostopadłość cięcia średnich i grubych elementów oraz płaskowników, bez strefy wpływu ciepła.
Porównaj zakres tolerancji zgodnie z ich procesami cięcia
| PIŁA | |||
|---|---|---|---|
| THK (mm) |
WIDTH (mm) | L ≤ 3000 mm | 3000 < L ≤ 6000 mm |
| 15-150 | ≤ 1000 mm | + 3 mm | + 5 mm |
| 1000 mm | + 4 mm | + 6 mm | |
| THK (mm) |
LASER | ||
|---|---|---|---|
| L ≤ 300 mm | 301 < L ≤ 1000 mm | L > 1000 mm | |
| 0,5 | ± 0,3 mm | ± 0,5 mm | ± 0,6 mm |
| 10 | |||
| 11 | ± 0,75 mm | ± 1 mm | ± 1,25 mm |
| 20 | |||
| 21 | ± 1 mm | ± 1,25 mm | ± 1,5 mm |
| 30 | |||
| 31 | ± 2,5 mm | ± 3 mm | ± 3,5 mm |
| 45 | |||
| THK (mm) |
STRUMIEŃ WODY (NORMAL) | ||
|---|---|---|---|
| L ≤ 1000 mm | 1000 < L ≤ 3000 mm | L > 3000 mm | |
| 1 | ± 0,7 mm | ± 2 mm | ± 3 mm |
| 15 | |||
| 16 | ± 1 mm | ± 2 mm | ± 3 mm |
| 40 | |||
| 41 | ± 1,5 mm | ± 2 mm | ± 3 mm |
| 80 | |||
| 81 | ± 2,5 mm | ± 3 mm | ± 4 mm |
| 100 | |||
| 101 | ± 3,5 mm | ± 4 mm | ± 5 mm |
| 130 | |||
| 131 | ± 5 mm | ± 6 mm | ± 7 mm |
| 150 | |||
| Comment | + skosy technologiczne: 0,2 mm na każde 10 mm materiału / stronę Wymagana informacja odnośnie naddatków technologicznych dla grubości pow.60 mm Zakres 100 mm do 150 mm – do indywidualnego ustalenia |
||
| THK (mm) |
PLAZMA | ||
|---|---|---|---|
| L ≤ 300 mm | 300 < L ≤ 1000 mm | L > 1000 mm | |
| 10 | ± 3 mm | ± 5 mm | ± 8 mm |
| 60 | |||
| 61 | ± 5 mm | ± 8 mm | ± 10 mm |
| 120 | |||
| Comment | + skosy technologiczne / prostopadłość krawędzi / nachylenia / nadtopienia materiału wg ISO 9013 zakres 5 Podanie wymiaru z uwzględnieniem naddatków na obróbkę jest po stronie zamawiającego |
||
| THK (mm) |
Sugerowane minimalne naddatki technologiczne | ||
| <20 mm | + 5 mm / stronę, łącznie + 10 mm do wymiaru | ||
| 20 < t ≤ 60 mm | + 6 mm / stronę, łącznie + 12 mm do wymiaru | ||
| 60 < t ≤ 80 mm | + 7 mm / stronę, łącznie + 14 mm do wymiaru | ||
| 80 < t ≤ 100 mm | + 8 mm / stronę, łącznie + 16 mm do wymiaru | ||
| 100 < t ≤ 120 mm | + 10 mm / stronę, łącznie + 20 mm do wymiaru | ||